
![]()
I recently had the pleasure of spending the day at the 50,000 square foot Wilson Audio facility in Provo, Utah, about an hour south of Salt Lake City. The modern building is located in a quiet neighborhood not far from the center of town, set back from the road and partially hidden by large trees. The signage is so reserved I drove right by it on my first attempt. Fortunately, I had given myself some extra time, and I drove into the parking lot moments before John Giolas, Wilson Audio’s Director of Marketing, who was to be my guide for the day.
Any tour of the Wilson Audio factory begins in the conference room with a detailed explanation of resonance of cabinet materials, complete with measurements made with an accelerometer and displayed using MLSSA graphs. There are four aspects of resonance that need to be considered: modulus of elasticity, hardness, damping (how quickly resonances dissipate), and monotonicity. Two of the terms were new to me. Modulus of elasticity is a criteria that tells you the torsional strength of a material - how susceptible it is to flexing and bending. Monotonicity refers to the ability of a material to resonate at a single frequency, say like a tuning fork. It is important because a material which resonates at many frequencies requires elaborate bracing to address it.
I was shown the MLSSA graphs for a variety of materials. Cellulous materials (hardwoods) are the most troublesome, followed by MDF (medium density fiberboard), and aluminum, which has a very high modulus of elasticity (good), but resonates over a wide range of frequencies (bad), and for that reason was rejected by Wilson as a cabinet material. Then comes the composites, those made with carbon fiber, epoxies, and resins.
Composites can be fine tuned at the molecular level with a variety of substances to address all criteria. Wilson has tested hundreds of composites, and finally selected its patented “X-material” for cabinet construction for its high modulus of elasticity, extreme hardness, superior damping, and singular monotonicity. In other words, it is very stiff and hard, and it resonates at one frequency which is extremely well damped. Since its resonant frequency, singular and well damped as it is, falls within the midrange, Wilson uses a different composite – “S-material”, with a resonant frequency outside the midrange, for the baffle of its midrange enclosure.
This ability to select different composites for different areas of the enclosure gives Wilson great control over cabinet resonances. Although the graphs I was shown were based on an accelerometer, Wilson is now testing using a laser vibrometer, which not only gives them more detailed information about the material itself, but can be used to measure resonances at many locations on a constructed cabinet to optimize bracing. I had no idea the selection of cabinet materials and design of cabinets was so complicated. The conclusion I reached is that, for most other manufactures, it is not.
We next moved to the staging area where the parts and material are received and distributed, and where the finished products are crated and shipped. During the early part of the week it is used for unloading. Friday is the day Wilson ships products, so it gradually fills up during the course of the week with finished product. I was there midweek, so it was just beginning to become crowded.

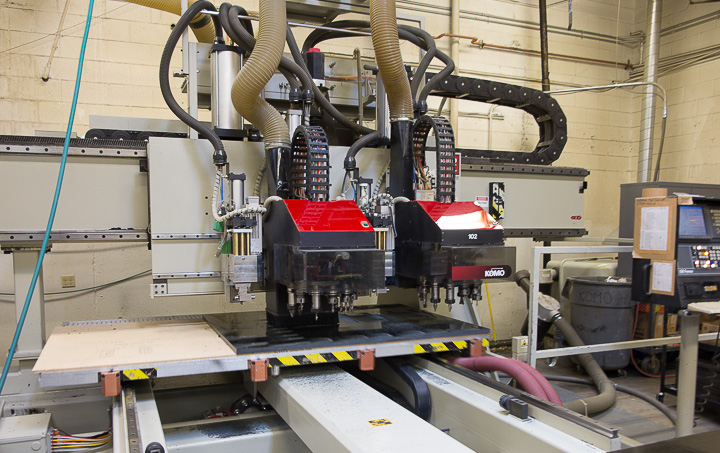
Adjacent to the shipping and receiving area, is a separate room where the X-material and S-material is stored and then cut into the intricate component parts, and also where the enclosures are glued together using advanced adhesives. The computer controlled lathes generate quite a bit of noise, in large part due to the hardness of the materials being milled. Wilson goes through many more expensive diamond drill bits cutting such material than they would if they were cutting MDF or even aluminum. Wearing eye and ear protection is a must.
Wilson over-glues the cabinets to make sure there are no air cavities in the joints. When dry, the assembled cabinets are then moved to the sanding area, where they receive their initial sanding to remove the excess glue and smooth down the cabinet surfaces. Wilson’s experiments with sanding machines were unsuccessful in achieving the desired quality, so all sanding is done manually with hand sanders to a tolerance of 1/4000ths of an inch. It is a laborious and painstaking process.


Once sanded, the cabinets are taken to one of the three down-draft painting rooms, where they are sprayed with a special gel-coat which fills in the tiniest imperfections in the cabinet surfaces. This step is key in achieving the unparalleled smoothness of finish Wilson is known for. After the gel-coat hardens, the cabinets are taken to yet another sanding area where they are again hand-sanded to tolerance to prepare the surfaces to accept paint.



Then it is back to the down-draft painting rooms for an initial coat of paint. Although Wilson has a half a dozen standard colors to choose from, for a modest upcharge, you can have your speakers painted in virtually any color you desire. The cabinets receive a sanding between each of the four coats of paint and three coats of clear-coat. The paint is allowed to cure for seven days, after which the cabinets are hand-buffed and polished. Finally, a protective plastic material called “frisk” is applied to all exterior surfaces to protect the finish during shipping. Frisking a pair of Alexandria XLFs requires several hours of tedious application.



While the sanding and painting is going on, in another area the crossovers are being assembled. Given the proprietary nature of the crossover designs, no photographs were allowed. I can tell you the crossover parts and assembly are at the highest level. The crossovers are then tested, “potted” in the crossover boxes using a special epoxy, tested again, and then placed into their slot inside the cabinets. Crossovers which do not meet specification within 0.5% are rejected. All internal wiring is supplied by Transparent Audio.

All drivers are tested and broken in prior to final assembly. Once screwed in and tightened down, the last remaining step is to attach the grills, which come in a variety of complimentary colors of your choosing, attach wheels to the bottom of the speakers, roll them into their custom wooden shipping crates, and transport them to the staging area where we began out tour.

At the outset, I referred to the Wilson facility as a factory. The term “factory” does not do justice to the process of constructing a Wilson speaker. My impression is that each employee, many of whom have been with Wilson for years, is a craftsman in the traditional sense, where pride, fanatical attention to detail, and acceptance of nothing sort of perfection in every aspect from design to finish, is the guiding principle. Touring the Wilson facility was an eye-opening experience, and filled me with admiration and respect for the people, the process, and the product.
Wilson loudspeakers are truly something special, as I was to experience later in the day at Dave Wilson’s home, when I auditioned Wilson Audio newest loudspeaker – the Alexia. You can read my impressions of this tour de force in loudspeaker design here.
